- Home
Research on forging process of TC4 titanium alloy large aspect ratio connecting flange forgings
Yan Wenxuan, Li Jindong, Wei Xiaoyan, Gu Guojun · AVIC Beijing Institute of Aeronautical Materials
TC4 titanium alloy belongs to the α+β type titanium alloy, which has good comprehensive mechanical properties, excellent corrosion resistance, and high strength ratio. It is widely used in the fields of aerospace, weapons and ships. Titanium alloy connecting flanges for aviation are important transmission components in engines, which require higher mechanical properties and structural uniformity of the parts. They are usually manufactured by hot forging followed by mechanical processing.
This article introduces an integrated control technology for the forming of TC4 titanium alloy large aspect ratio connecting flange forging parts. The main method is to use prefabricated billets combined with head forging for longitudinal forming. Finite element simulation is used to optimize the shape of the billet and the forging process, and to evaluate the weaving performance of the final forging parts. This provides a theoretical basis for the hot forging of large aspect ratio titanium alloy connecting flange forging parts.
Analysis of Technical Difficulties
The appearance shape of the connecting flange forging is long axis type, with a large aspect ratio (original billet aspect ratio ≥ 3). If the radial forging process is used, improper selection of billet aspect ratio can easily cause the forging to bend or even break, which not only causes damage to equipment and materials, but also poses a risk of mechanical injury to personnel; If the transverse forging method is used, although there is no such problem, the flange end area is large and the thickness is extremely small, which not only makes filling very difficult, but also the transverse parting method will inevitably produce large burrs, resulting in low material utilization. So for large aspect ratio flange forgings, the forming method design becomes a key point, and the shape and size of the prefabricated billet are equally important.
TC4 titanium alloy belongs to the dual phase titanium alloy. According to traditional data, its forging temperature should be 20-50 ℃ below the β transformation temperature. For the forming process of such forgings, the large deformation releases deformation heat, causing the temperature of the forging to rise sharply, which can easily lead to the local temperature of the forging exceeding the phase transition point. The consequences include:
The increase in temperature will cause the growth of grains. Although deformation can refine grains during the forging process, if the forging temperature is too high, the first refined grains will grow during the forging process, resulting in a decrease in the relevant properties of the forging;
⑵ If the forging temperature is too high, it is easy to form overheating or overburning, both of which are unqualified;
⑶ Excessive temperature rise during local forging can lead to the formation of mesh or martensite structures during forging in the β phase region, greatly reducing its performance. So determining a reasonable prefabricated billet and selecting appropriate forging parameters is another technical difficulty.
Mold design and numerical simulation of forming
Figure 1 shows TC4 titanium alloy large aspect ratio connecting flange forgings and molds. The overall height of the forging is 220mm, and the flange end diameter is 165mm. The forging adopts a head forging filling mode, which ensures the mechanical properties and microstructure of the forging with a large deformation, while closed forging saves raw material investment.

Figure 1 Schematic diagram of TC4 titanium alloy connecting flange forgings
According to the design requirements and TC4 titanium alloy forging temperature specifications, the calculation parameters are set as shown in Table 1. Considering the deformation heat generated during the forging process in the table, the forging temperature has been selected with a lower limit of 950 ℃.
Table 1 Simulation related parameters for connecting flange forgings

Simulating the use of cylindrical billets for closed longitudinal forging, Figure 2 shows a schematic diagram of the temperature field changes during the forging process of the connecting flange. From Figure 2, it can be seen that as the deformation increases, the temperature of the billet gradually increases. At the beginning of deformation 0.8s, the high-temperature zone of the billet deformation presents a "Y" shape; During the deformation process, the temperature at the flange end is *, and the deformation at the long axis end is smaller, resulting in lower temperature. The simulation results show that the forging has good filling and produces 2-3mm burrs, greatly saving raw materials.

Figure 2 Temperature Field Changes during the Forging Process of Connecting Flanges
Optimization of Forging Forming Process
From the numerical simulation results of the forging process, it can be seen that after heating to 950 ℃ and forging, the core temperature of the billet can reach above 989 ℃. According to the data, the phase transition point of TC4 titanium alloy is between 985 and 1000 ℃. If the current national standard TC4 titanium alloy forging temperature lower limit is used, the deformation process may reach the β phase transition point, and forging may be carried out in the β phase zone. After the final forging temperature is higher than the phase transition point, it is easy to form a mesh basket structure or a Weibull structure. Low forging temperature can cause excessive deformation resistance of titanium alloy, mold cracking or equipment jamming. Taking into account the tonnage of the forming equipment, the lifespan of the mold, and the temperature variation during the titanium alloy forging process, the forging temperature should be appropriately reduced based on the theoretical foundation of 950 ℃.
Figure 3 shows the microstructural changes in the core of the billet after forging at different temperatures. After forging at 950 ℃, a mesh basket structure has formed in the core of the forging, and the microstructure belongs to category 5-6, which does not meet the microstructure requirements of TC4 titanium alloy forgings. This is mainly due to the severe deformation of the flange end during the forging process, which causes the temperature at the core of the forging to rise too quickly and changes the microstructure, consistent with the expected results of simulation analysis; After forging at 920 ℃, the core structure of the flange forging belongs to Class 2-3 structure, which meets the requirements of TC4 titanium alloy forging structure in relevant standards. Therefore, a more reasonable heating temperature of 920 ℃ for the billet will be adopted in subsequent experiments.

Figure 3: Microstructure changes of forgings at different temperatures
Figure 4 shows the changes in mechanical properties of connecting flange forgings forged at 920 ℃ under different billet making methods at room temperature. The sampling location is at the top of the long axis of the connecting flange. The original cylindrical billet is directly forged longitudinally, and the mechanical properties of the forging are poor. The tensile strength of the core sample is concentrated in the range of 900-940 MPa; After the billet is tapered at the tail end and then longitudinally forged, the tensile strength of the forging is increased to 960-1020 MPa. This is mainly due to the increased deformation of the central axis during the forging process of the tapered billet, which further refines the grain size of the forging and improves its mechanical properties. To meet the requirement that the tensile strength of the flange forging at room temperature should be greater than 930 MPa, it is more reasonable to choose the processing method of conical billet and longitudinal forging.
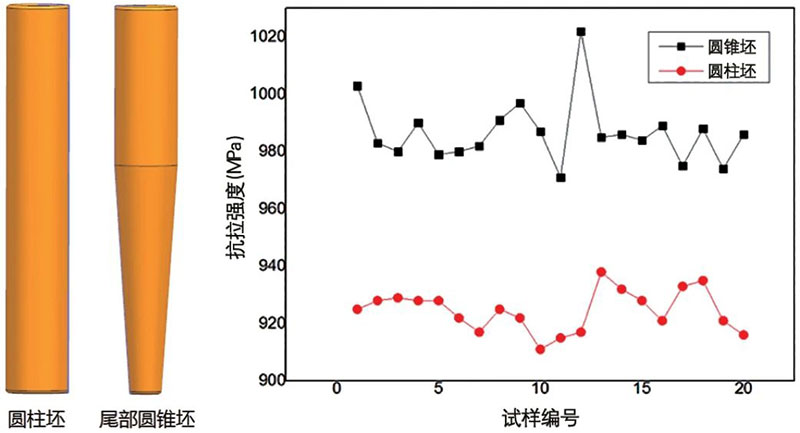
Figure 4 Changes in room temperature tensile strength of forgings under different billet making methods
Figure 5 shows the temperature distribution of the connecting flange after conical forming of the billet and forging at a heating temperature of 920 ℃. From Figure 5, it can be seen that the internal temperature of the billet during the deformation process is 959 ℃, which leaves a very large temperature space compared to the phase transition point of TC4 titanium alloy. This further verifies the feasibility of heating the conical billet to 920 ℃ for longitudinal forging forming process.

Figure 5 Temperature field changes during the forging process of the connecting flange after process optimization
Figure 6 shows the deformation resistance diagram during the forging process of the connecting flange. It can be seen from Figure 6 that the stress rise of the rapid forging forming press is relatively fast, with a short flat stage in the early stage and an accelerated load rise rate in the middle stage. In the later stage, due to the generation of burrs, the pressure rises in a straight shape, reaching 1397t.

Figure 6: Changes in Forging Deformation Resistance of Connecting Flange Forgings
Verification of forging process plan
Based on numerical simulation and relevant experimental results, a 1600t mechanical forging press was ultimately selected, which not only meets the load requirements but also greatly increases the service life of molds and fixtures, reducing costs. According to the above process plan, the conical billet+head forging longitudinal forming process was adopted to form the connecting flange forging as shown in Figure 7. It can be seen that the forging has good filling and is consistent with the simulation results.

Figure 7 Physical picture of TC4 titanium alloy connecting flange forging
After heat treatment, the room temperature tensile properties of the forged connecting flange forgings were tested, with tensile strengths of 977MPa and 981MPa, respectively; Figure 8 shows the microstructure results of the forging. The content of primary α phase in the microstructure is greater than 5%, and all β - grain boundary α phases are fully broken, belonging to Class 2 microstructure, which fully meets the technical requirements of TC4 titanium alloy connecting flange forgings.

Figure 8 Microstructure of TC4 titanium alloy connecting flange forgings
Conclusion
⑴ The influence of temperature rise generated during hot forging of titanium alloy billets on the microstructure and properties of forgings should be fully considered. The forging process should meet the processing requirements of forgings in the α+β two-phase zone. The forging forming temperature for TC4 titanium alloy connecting flanges should be selected as 920 ℃.
⑵ Large aspect ratio flange forgings adopt a longitudinal forming process of conical billet and head forging, which can effectively improve the mechanical properties of the forgings.